磁粉探傷簡介
磁粉探傷/磁檢/磁探(Magnetic Particle Testing/MT/MPI)
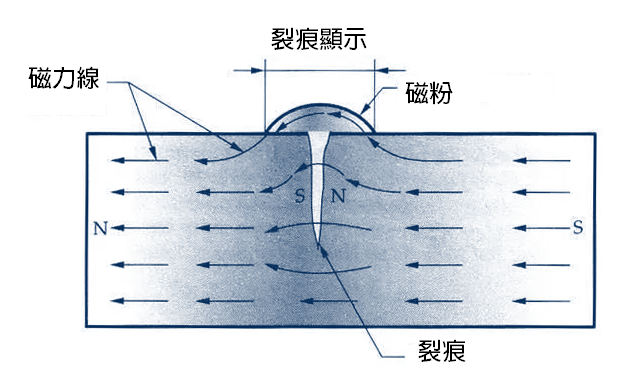
磁粉探傷利用工件缺陷處的漏磁場與磁粉的相互作用,為針對鐵磁性材料的非破壞性檢測,若鋼鐵製品表面或次表面有缺陷(如裂紋、夾渣、研磨裂縫等),於磁化時,在工件不連續處的磁場將發生畸變而產生了漏磁場,從而吸引磁粉聚積於此,形成間斷(不連續)顯示(磁痕)。在適當的光照條件下,可顯現出缺陷位置和形狀,再對這些磁粉的堆積進行檢視和評估。
在工業中,磁粉探傷分別於來料粗胚、精加工、熱處理階段進行檢測,以確保工件在經過各道加工工序(如焊接、鑄造、鍛造、磨削、金屬熱處理等)後,在表面上不產生有害的缺陷。或發現原來就存在的表面缺陷。
鐵道、航空等運輸部門、冶煉、化工、動力和各種機械製造廠等,在設備定期檢修時對重要的鋼製零部件也常採用磁粉探傷,以發現使用中所產生的疲勞裂紋等缺陷,防止設備在繼續使用中發生災害性事故。
由於必須將物件適當地磁化,方能實施,因此磁粒檢測只適用於鐵磁性材料的試件,如碳鋼等,至於其他非鐵磁性材料如沃斯田鐵不銹鋼、鋁、銅等由於無法強烈磁化,因此不適用磁粒檢測。然而其操作簡便,迅速且溫度範圍較廣,通常測試後清理容易,這是磁粉探傷/Magnetic Particle Testing/Magnetic Particle Inspection(MT/MPI)廣泛採用的原因。
磁粉探傷因為名稱用法以及產業使用屬性,一般又可稱作磁檢、磁粒探傷檢測、磁氣探傷、磁探等。
磁粉探傷原理
磁粉探傷是一種表面探傷方法。適用於探測鋼鐵等磁性材料製成之工件的表面和次表面缺陷。其基本原理是鐵磁性材料和工件被磁化後,由於間斷(不連續)性的存在,使工件表面和次表面的磁力線發生局部畸變而產生漏磁場,吸附施加在工件表面的磁粉,形成在合適光照下目視可見的間斷顯示,從而顯示出間斷(不連續)性的位置、形狀和大小。
磁粉探傷的種類
- 按方向的不同,可分為周向磁化法、縱向磁化法、複合磁化法和旋轉磁化法。
- 按採用磁化電流的不同,可分為直流磁化法、半波直流磁化法、和交流磁化法。
- 按探傷所採用磁粉的配製不同,可分為乾粉法和濕粉法。
- 按照施加磁粉的時機不同,可分為連續法和剩磁法。
磁粉探傷的缺陷檢測
磁粉探傷設備簡單且操作容易、檢驗迅速、對於零部件的表面與次表面具有較高的探傷靈敏度,可用來發現鐵磁材料鎳、鈷及其合金、碳素鋼及某些合金鋼的表面或次表面的缺陷;磁檢方法適用於薄壁件或焊縫表面、汽機車鍛造、鑄造、粉末冶金與精加工之零部件的裂紋檢驗,也能顯露出某種程度的疊裂缺陷(現場亦稱為包夾、包料)。
磁粉探傷的特點
磁粉檢測是五大常規之一。它的檢測對象是鐵磁性材料,包括未加工的原材料,加工後的半成品等。磁粉檢測的基礎是缺陷處漏磁場與磁粉間的相互作用。該檢測有如下特點:
- 可以發現裂紋、夾渣、研磨裂紋、疊裂等缺陷。
- 可以一目了然地觀察到缺陷的形狀、大小和位置。
- 具有較高的檢測靈敏度,對工件表面的細小缺陷也能檢查出來(一些缺陷如研磨裂紋,寬度很小,用磁粉檢測也能發現。但是太寬的缺陷將使檢測靈敏度降低,甚至不能吸附磁粉)。
- 只要採用合適的磁化方法幾乎可以檢測到工件表面的各個部位,幾乎不受工件大小和形狀的限制。
- 檢測成本比較低廉。
磁粉探傷技術的優勢
- 對於鐵磁性材料表面及次表面上的間斷(不連續)性檢測結果非常可靠,靈敏度高。
- 磁檢設備與磁檢儀器易於使用,便於攜且能夠實行省力化與自動化。(自動磁檢探傷檢測缺陷辨識系統可參考建昌設計之iCheck AIRIS Identification System)
- 可直接於檢測材料表面上檢視間斷(不連續/磁痕)顯示。
- 非螢光磁粉能夠透過在材料表面塗上塗層(如WCP-2白色背景漆)的方法進行更加明顯的觀察。
- 相比於液滲探傷檢測,磁檢不需要過多的表面處理工作。
- 與其他非破壞檢測技術相比,所使用的設備器材相對便宜。
- 相對其他非破壞檢測技術,更加易於操作使用,且需要的培訓量最少。
磁粉探傷技術的侷限
- 非導磁性金屬,如鋁、鎂,以及大多數的不鏽鋼不能利用該方法進行檢測。
- 只能用來檢測材料表面和次表面缺陷,不能檢測較深層的缺陷。
- 磁檢後需要退磁作業。
- 根據測試樣品的尺寸、數量、結構等因素,需要花費一定的作業執行與檢測判斷時間。
- 通常多採目視法檢查缺陷,磁痕缺陷的判斷和解釋需要由專業磁檢授證資格技師人員進行檢測。(自動磁檢探傷檢測缺陷辨識系統可參考建昌設計之iCheck AIRIS Identification System)
磁粉探傷性質分類
磁粉探傷可依以下方式進行分類:
磁粉介質種類
- 乾式螢光磁粉探傷(Dry Method Fluorescent Magnetic Particle Testing/MT/MPI)
- 乾式色比(非螢光)磁粉探傷(Dry Method Dye Magnetic Particle Testing/MT/MPI)
- 濕式螢光磁粉探傷(Wet Method Fluorescent Magnetic Particle Testing/MT/MPI)
- 濕式色比(非螢光)磁粉探傷(Wet Method Dye Magnetic Particle Testing/MT/MPI)
依照磁性電流種類
- 交流(AC)
- 直流(DC)
- 半波直流(HWDC)
- 三相全波直流(3P-FWDC)
依磁性方向
- 縱向磁化激磁(Longitudinal Magnetizing/Magnetization)
- 周向磁化激磁(Circular Magnetizing/Magnetization)
- 多向式/複合式磁化激磁(Multi-directional Magnetizing/Magnetization)
磁粉探傷流程簡介
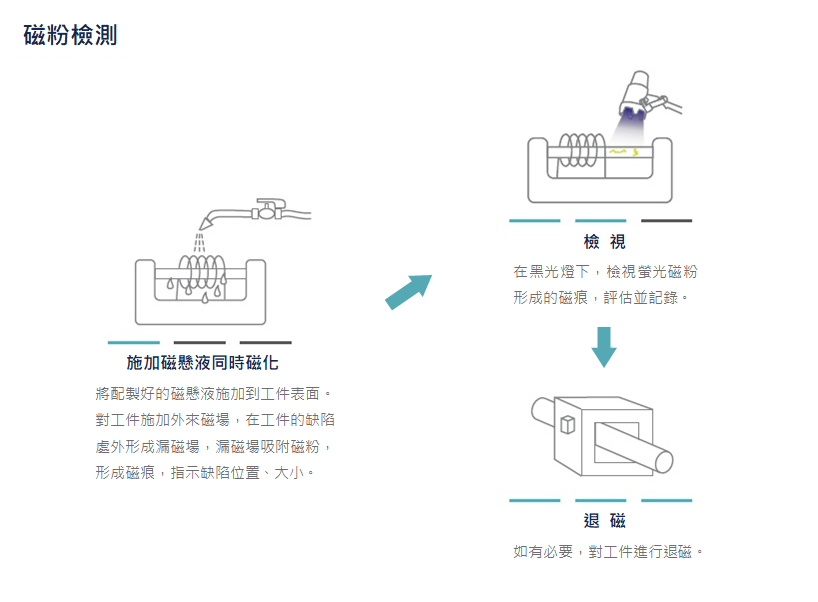
磁粉探傷用磁粒/磁粉,英文通常又稱為 Magnetic powder/Magnetic particle,於檢測前,需先清理工件表面的油汙、銹皮等雜物(參考Magnaflux建昌SKC-S噴灌式清潔劑,Magnaflux 建昌DaraClean 282環保清洗劑),在業界普遍使用螢光磁粉探傷,常以手動亦或是自動系統噴灑的方式,清洗後,將螢光或是色比磁粉施加於試件表面。磁粉探傷/磁粒檢查(MT/MPI)用的磁粉依顏色分為二種形式:
色比磁粉
色比磁粉通常是黑灰色/紅色/黃色乾式磁粉,或是黑色濕式磁粉,以上皆可以用手動或自動系統的攪拌與噴灑等方式施加於待檢試件表面。(分為乾式和濕式,參考Magnaflux建昌色比式磁粉#1Gray、#2Yellow、#3A Red、7HF、7C、MV-740、WCP-2)
螢光磁粉
螢光磁粉通常是以螢光磁粒,搭配普通水或油質載體攪拌即可使用施加於待磁粉探傷的工件上,以下為參考的分類與使用方式。(參考Magnaflux建昌MF-655 WB、14A、14AM、14A Aqua-Glo、14A Redi-Bath,PROMAG PFM-100C、PFM-200C、PCL-834、PMO-20S)
螢光磁粉探傷油基磁粉
- 螢光磁粉探傷攜帶劑(懸浮油質載體)(參考Magnaflux建昌 Carrier II、PROMAG PPB-5),後續按照原廠的建議比例,與建昌螢光磁粉搭配使用。
- 螢光磁粉探傷油基磁粉(參考Magnaflux建昌14A,PROMAG PMO-20S),後續按照原廠的建議比例,與油料搭配攪拌均勻,施加於待測物表面,搭配手持黑光紫外燈或是吸頂(置頂)式黑光紫外燈進行磁檢(參考Magnaflux 系列,PROMAG 系列。
螢光磁粉探傷水性/水基螢光磁粉
- 水性/水基螢光磁粉(水性磁粉)
包裝一般為罐裝的螢光乾磁粉,或水性濃縮液或即用液(參考Magnaflux建昌14A Redi-Bath、PROMAG PFM-100C、PFM-200C、PCL-834、PMO-20S),按照原廠的建議比例,與水搭配攪拌均勻後(即用型不必再加水),施加於待測物表面,於激磁後搭配手持黑光紫外燈或是置頂吊燈黑光紫外燈進行檢視。
- 壓力噴罐
預先配置好罐裝於噴罐,可以直接使用的螢光濃縮磁粉液(參考Magnaflux建昌14A Aqua-Glo),使用前遵照原廠指示進行搖晃施加於待檢試件表面,於激磁後搭配手持黑光紫外燈或是吸頂(置頂)式黑光紫外燈進行檢視。
- 螢光磁粉濃縮液
此類螢光濃縮磁粉液(參考Magnaflux建昌WB655、PROMAG PFM-100C、PFM-200C)或俗稱螢光磁浴(Fluorescent Magnetic Bath),後續按照原廠的建議比例,與水搭配攪拌均勻,施加於待檢試件表面,於激磁後搭配手持黑光紫外燈或是吸頂(置頂)式黑光紫外燈進行檢視。(可參考Magnaflux EV6000、PROMAG PHB-365、POB-A-365並搭配採用手動或自動系統的攪拌與噴灑等省力方式進行磁粉探傷作業。)