
螢光探傷簡介
螢光探傷檢測(Fluorescent Penetrant Inspection/FPI/FPT)又稱為螢光檢測,滲透液中含有螢光劑,在施加顯像劑後,以特殊光譜的紫外線黑光燈照射產品工件表面,得以清楚判斷瑕疵缺陷;螢光滲透探傷/螢光檢測特別針對非多孔性固體材料,將螢檢滲透液利用毛細作用滲入待檢工件表面的間斷或裂縫,經過檢視或辨別缺陷情況的非破壞檢測方法。主要功能在於檢視細小的缺陷如微裂痕、氣孔及夾屑等。(顯像劑可參考Magnaflux建昌SKD-S2、ZP-14A、ZP-4B、ZP-5B、ZP-9F;黑光燈可參考Magnaflux EV6000、PROMAG PHB-365、POB-A-365)
螢光滲透檢測是一種非破壞性測方法,用於檢測零件中的表面裂縫、接縫或不連續性,這些表面缺陷會在黑光燈照射下顯現。通常用在航空航太和汽車中的保安關鍵部件、醫療植器材與相關植入物(骨板、骨釘螺絲等) 的檢測。
該檢測過程對於待測工件是結果穩固且無害於部品的。螢光探傷檢測(FPI/FPT)使用螢光滲透劑藥水,在紫外線UV-A黑光下投射螢光。根據美國ASTM規範,螢光滲透藥水在工件表面上的表面指示(Indication)中“黏附”,然後在螢光檢測過程中,黑光下可以觀察到螢光滲透劑藥水黏附的顯示區域。裂縫將會使螢檢滲透劑留在其中,並且當施加顯像劑時,肉眼可見的裂縫將會擴散使之在紫外線黑光燈底下進行螢光檢測時更加清楚。(滲透劑可參考Magnaflux建昌ZL-15B、ZL-19、ZL-56、ZL-60D、ZL-67、SKL-4C;黑光燈可參考Magnaflux EV6000,PROMAG PHB-365、POB-A-365)
螢光探傷檢測流程
螢光探傷水洗方法A
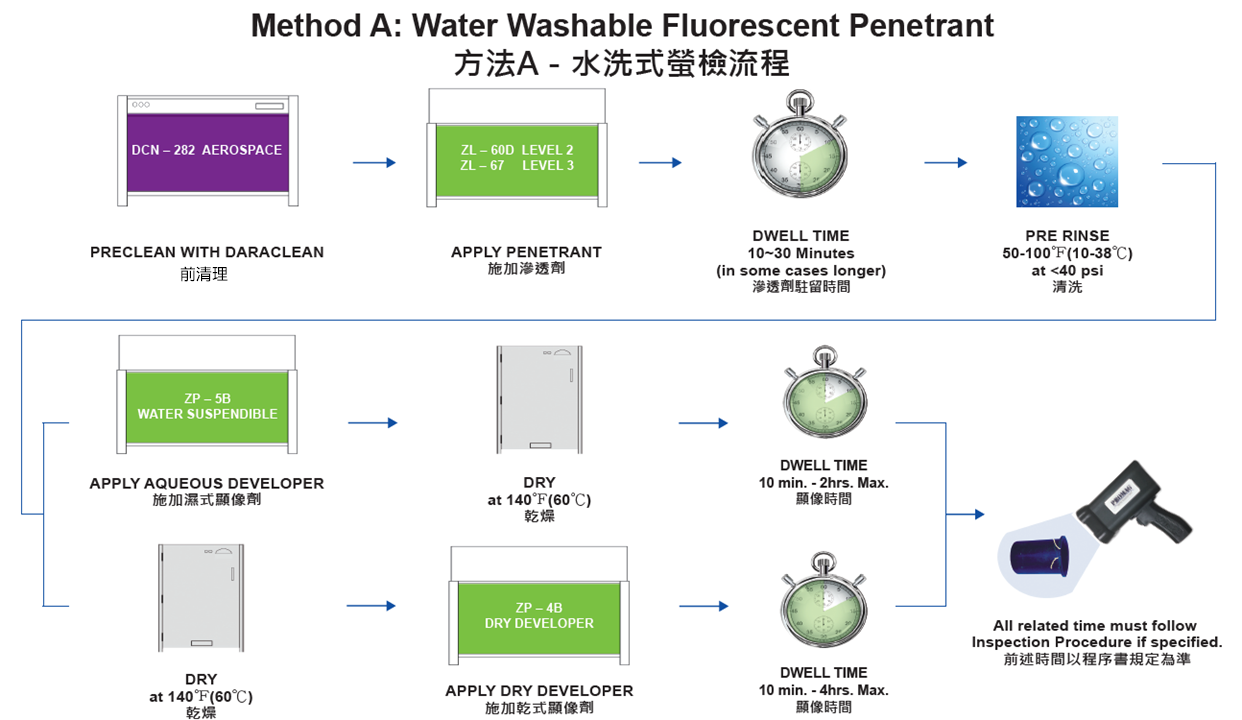
水洗式螢檢(Method A)站體流程敘述:
- 前清洗脫脂站
- 滲透站
- 清洗站
- 乾燥站/烘乾站
- 乾式顯像站
- 檢視站/暗房
螢光探傷水洗方法D
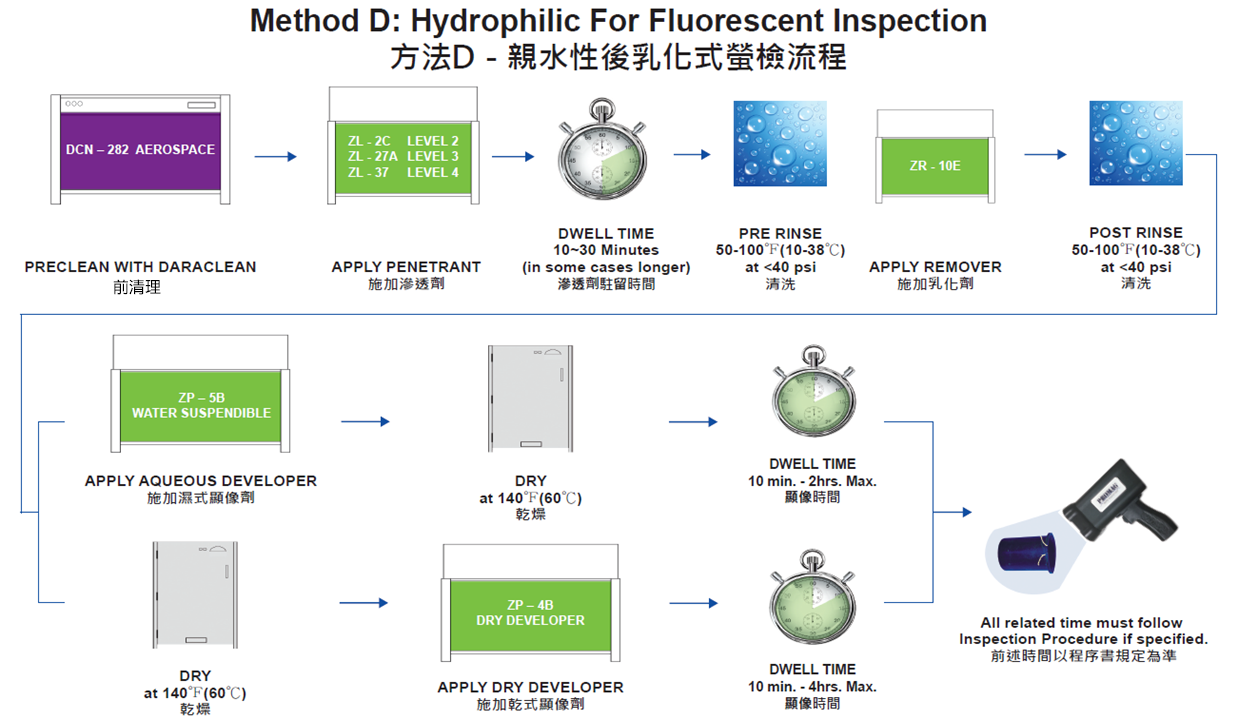
後乳化螢檢(Method D)站體流程敘述:
- 前清理脫脂站
- 後乳化滲透站
- 粗清洗站
- 乳化站
- 清洗站
- 乾燥站/烘乾站
- 乾式顯像站
- 檢視站/暗房
螢光探傷水洗方法C
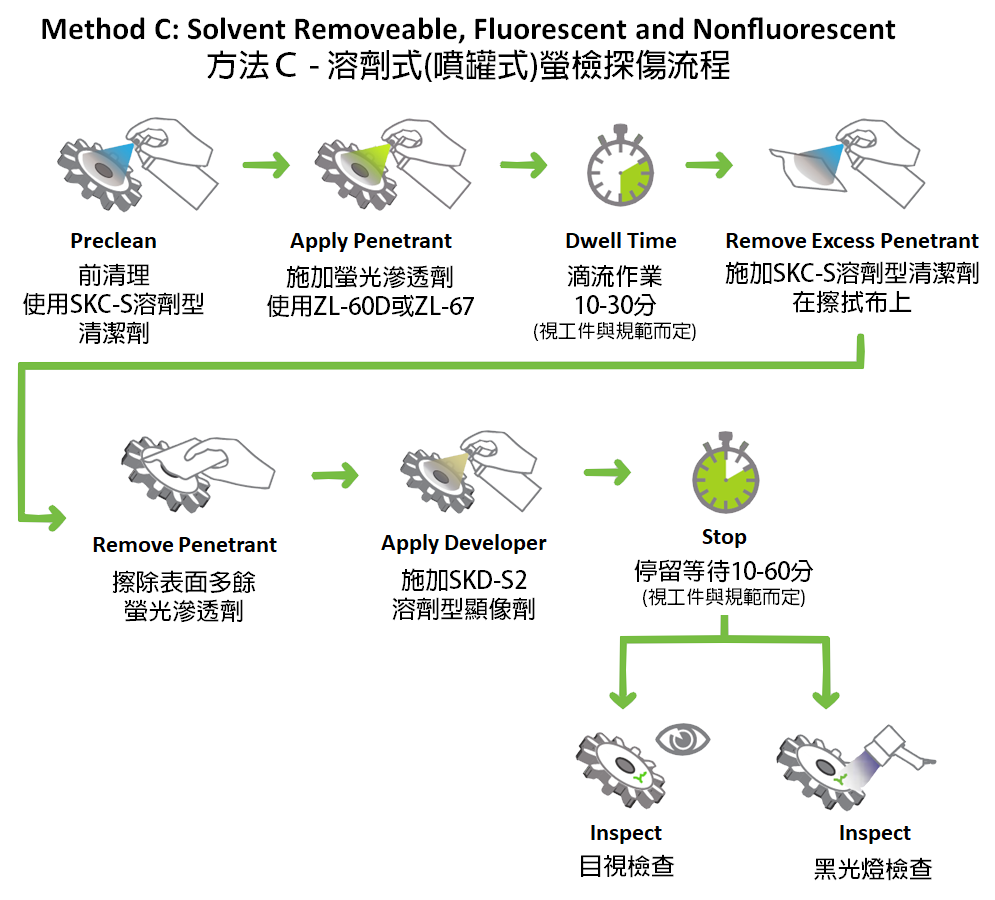
溶劑型螢檢噴灌(Method C)作業流程敘:
- 前清理:使用美國磁通SKC-S溶劑型清潔劑進行表面髒污與油脂的去除。
- 螢光滲透劑:施加美國磁通ZL-60D或ZL-67水洗螢光滲透劑噴罐於工件表面上,以致完全覆蓋工件後,進行10-30分鐘滲透等待時間,以使得螢光滲透劑能有效地滲入表面中有瑕疵的裂痕內。
- 清潔:完成10-30分鐘滲透等待時間後,使用美國磁通SKC-S溶劑型清潔劑,噴灑在擦拭紙或擦拭布上,將工件表面的螢光滲透劑進行清除擦拭作業,直到沒有多餘螢光滲透劑在工件表面上。
- 溶劑型顯像劑:施加美國磁通SKD-S2溶劑型顯像劑,噴灑在工件表面上(以薄薄一層為基底),等待顯像作業(毛細現象/作用)。
- 黑光燈檢視:使用美國磁通EV6000黑光燈,或是PROMAG PHB-365、POB-A-365 LED黑光燈,進行裂痕檢視作業,將有螢光反應顯像並帶有線性的可疑缺陷進行判斷與檢出。
螢光檢測探傷應用範圍
例如鋁、鋼、鈦、及其合金等材料、零部件、機件、銲道、管件之表面瑕疵探傷。凡是物件表面存在開口的瑕疵,皆可以使用非破壞的螢光探傷檢測方法來執行。
螢光檢測探傷應用產業
- 國防軍工
- 航太航空
- 汽車,機車,電動車
- 電廠(火力發電,核能發電,風力發電)
- 鋼鐵廠
- 石油開採
- 壓力容器,管路
- 第三方檢測單位(實驗室與教學單位)
